







Complex Cylindrical Geometric Feature Machining
Our precision CNC lathes at Huazheng are capable of machining simple and complex cylindrical geometries, including axial and radial holes, threads, grooves, notches, flats and other features.
CNC Machining Services
Custom Injection Molding Services
Custom Sheet Metal Fabrication Services
Metal Mold Services
ISO 9001:2015, ISO 13485, IATF 16949:2016 Certified
Uploadyour design fles forinstant pricing, free DFM analysis.





Support formats: PDF, Word, Excel, Txt, JPG, PNG, BMP, GIF, RAR, ZIP, It is recommended to upload up to 5, and the single size must not exceed 20M.










| Machining Principle | Rough Turning | Semi-finish Turning | Finish Turning | Fine Finish Turning |
|---|---|---|---|---|
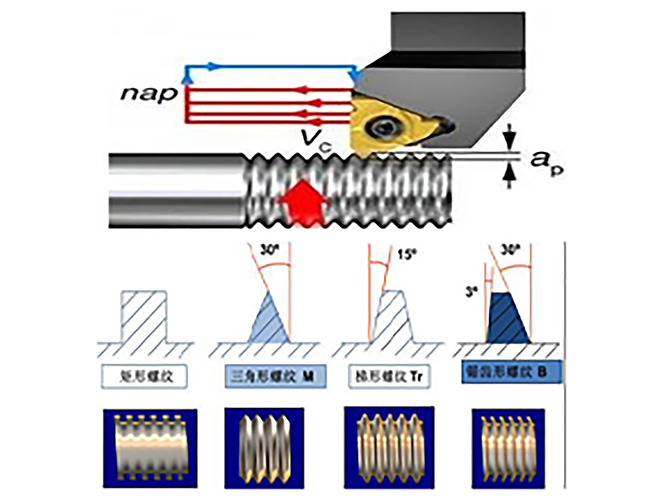
| In turning, the workpiece rotates to form the primary cutting motion. The machined surface after turning is a rotational surface. Turning can also process the end face (plane) of a rotating workpiece. Different workpiece shapes can be obtained by feeding the tool relative to the workpiece in different directions: • When the tool moves parallel to the workpiece's rotational axis, internal/external cylindrical surfaces are formed. • When the tool moves along an oblique line intersecting the workpiece's rotational axis, a conical surface is formed. • On a copying or CNC lathe, when the tool follows a curved path, a specific rotational surface is formed. • Using a formed turning tool with transverse feed can also produce rotational surfaces. • Turning can also process threads, end faces, eccentric shafts, etc. | Rough turning is the most economical and effective method for rough machining of outer circles. Its primary task is to quickly remove excess metal from the blank, so maximizing productivity is key.
It typically uses the largest possible depth of cut and feed rate, while keeping cutting speeds relatively low to ensure tool life.
Tools are selected with a large principal cutting edge angle to reduce radial forces (preventing workpiece bending and vibration), and small rake/relief angles with negative cutting edge inclination to strengthen the cutting portion. Accuracy: IT10–13 Surface Roughness: Ra50–12.5μm | Serves as the final process for medium-precision surfaces, or as a pre-process for grinding or other finishing operations. Accuracy: IT9–10 Surface Roughness: Ra6.3–3.2μm | For outer circular surfaces, finish turning generally uses small depth of cut and feed rate, with high cutting speeds (≥100m/min). For large shaft components, a broad-nose tool is used at low speeds (2–12m/min).
Tools are selected with large rake/relief angles and positive cutting edge inclination to improve surface quality.
It can be the final process for high-precision outer circles or pre-process for fine finish turning. Accuracy: IT7–8 Surface Roughness: Ra3.2–0.8μm | Characterized by extremely small depth of cut and feed rate, with very high cutting speeds (150–2000m/min).
It typically uses cubic boron nitride (CBN), diamond, or other superhard tools, paired with high-speed, high-rigidity precision lathes.
Mainly used for precision machining of non-ferrous metals (e.g., aluminum alloys) that are difficult to grind; it can replace grinding for large precision outer circular surfaces. Accuracy: IT6–7 (equivalent to general cylindrical grinding) Surface Roughness: Ra0.8–0.2μm |
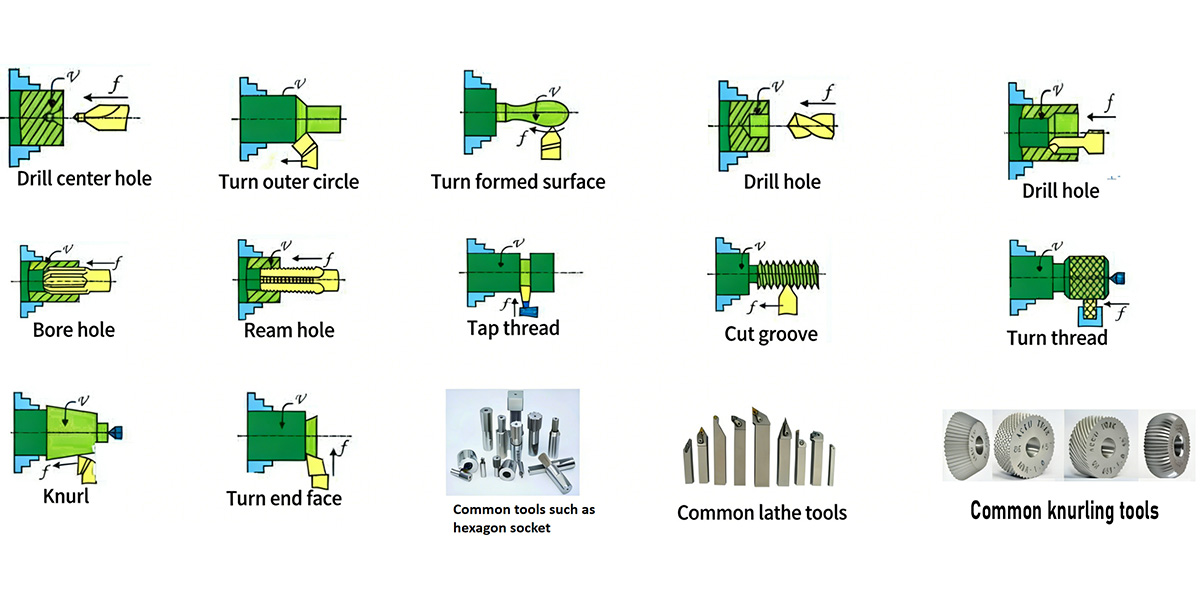
1.Comprehensive Machining Capability
Supports full-process machining including center hole drilling, outer circle turning, formed surface turning, drilling, boring, reaming, tapping, thread turning, grooving, knurling, and end face turning, covering all requirements of rotary parts from basic forming to precision features.
2.Controllable Precision & Surface Quality
Through process combinations such as rough turning → semi-finish turning → finish turning, it achieves fine machining from roughing to high precision and low surface roughness, especially suitable for precision forming of cylindrical, shaft, and disk/sleeve parts.
3.Adaptability to Complex Features & Customization
Efficiently machines complex features like formed surfaces, conical surfaces, threads, grooves, and knurled patterns, flexibly responding to various non-standard customized machining scenarios.
4.Mature Tooling Support
Equipped with mature tools including general lathe tools and knurling tools, it has a complete tool chain to stably support diverse machining tasks and ensure production efficiency and reliability.
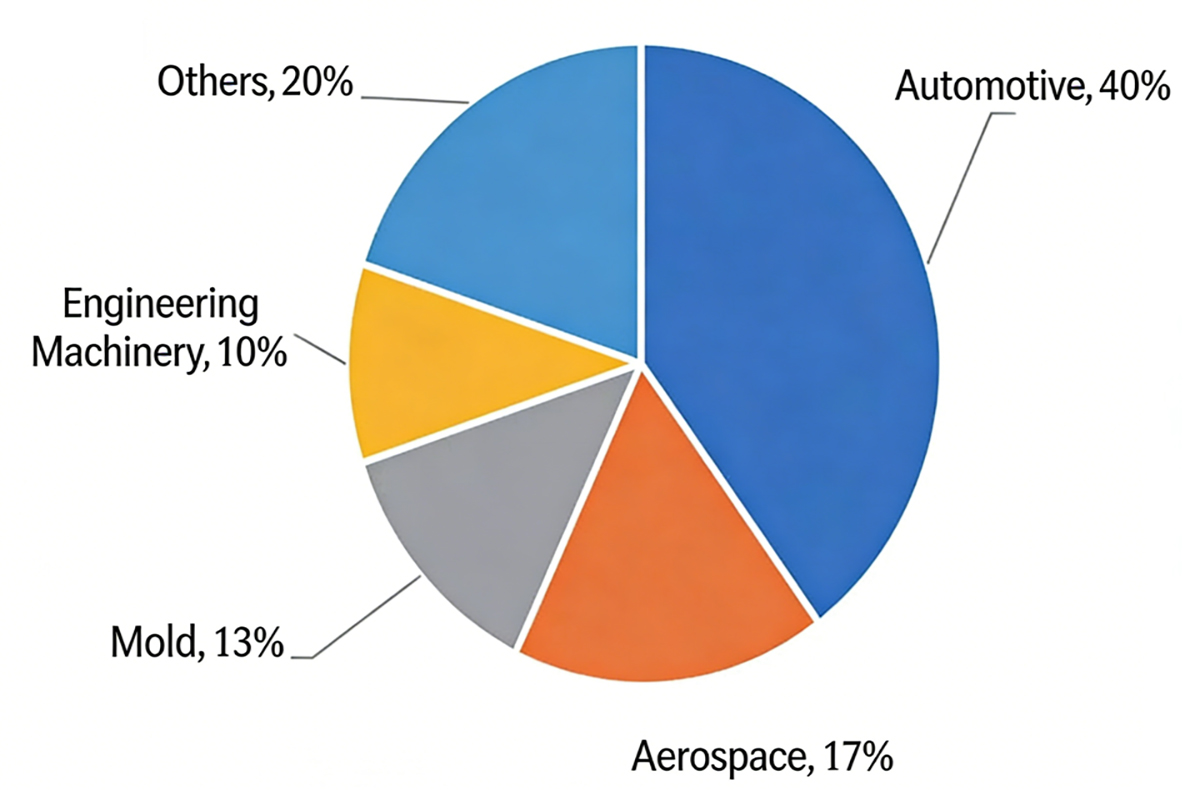
1.Automotive Manufacturing
Shaft parts: Engine crankshafts, drive shafts, half shafts, etc., requiring high-precision turning of outer circles, steps, chamfers, etc.
Disc & sleeve parts: Flanges, bearing sleeves, gear blanks, etc., for machining inner holes, outer circles, end faces and rabbets.
Threaded parts: Bolts, nuts, lead screws, etc., used for mechanical connection and transmission.
2.Aerospace & Aviation
Precision shafts: Engine spindles, turbine shafts, etc., requiring ultra-high precision and surface finish.
Special-shaped rotary parts: Impellers, propellers, cams, etc., needing complex curved surface turning and profile machining.
Precision pipe parts: Hydraulic pipes, refrigerant lines, etc., for thin-walled inner bores, outer circles and notch machining.
3.General Machinery Manufacturing
General shafts: Motor shafts, drive shafts, lead screws, etc., used in various mechanical equipment.
Disc & sleeve parts: Bearing housings, end caps, gear blanks, etc., ensuring coaxiality of outer circles and inner holes.
Threaded parts: Threaded fasteners, drive threads, etc., for mechanical assembly.
4.Mold Manufacturing
Mold blanks: Gear blanks, cam blanks, etc., providing basic shapes for subsequent mold processing.
Precision special-shaped parts: Mold cavities, cores, etc., requiring high-precision turning and curved surface machining.
5.Medical Devices
Surgical instruments: Surgical knife handles, needle tubes, etc., for machining slender tubes and special-shaped ends.
Medical pipe fittings: Infusion tube connectors, endoscope tubes, etc., requiring high precision and surface finish.
6.Energy Equipment
Wind power: Wind turbine hubs, large gears, etc., for machining large-diameter disc parts.
Nuclear power: Nuclear reactor components, pump and valve parts, etc., requiring high-precision turning and sealing surface machining.
7.Electronics Industry
Motor rotor/stator: Rotor shafts, stator sleeves, etc., ensuring dimensional accuracy and surface finish.
Electronic connectors: Small rotary parts used for connection and assembly in electronic equipment.
Traditional lathe processing follows customer-provided drawings and quotes based on drawing requirements. Prototype and single-piece production often come with high costs. Both small-batch and mass production can easily exceed project budgets, and in many cases, projects cannot proceed due to price constraints.
Based on customers’ product budget and requirements, Huazheng provides full support with product design solutions throughout development. From material selection in R&D to production processes and surface treatment, Huazheng delivers one-stop professional precision lathe services to create real value for customers.
Metals : ISO 2768-m
Plastics : ISO 2768-c
HuaZheng can manufacture and inspect parts with strict tolerances according to your drawing specifications and GD&T annotations, including tolerances tighter than +/- 0.001 inches.
0.5mm
0.5mm
1mm
CNC Milling: 3000*1200*500 mm
CNC Turning: 300*600 mm
CNC Milling: 5×5 ×5 mm
CNC Turning: 2×2 mm
Prototoyping: 1-100 pcs
Low volume: 101-10,000 pcs
High volume: Above 10,001 pcs
5 bussiness days for most projects.
Delivery of simple parts can be as fast as 1 day.

























+86 13421341931
Building 4, Wanfeng Dazhonggang Industrial Zone, Shajing Town, Bao'an District, Shenzhen, China






Copyright © 2026 Shenzhen HuaZheng Precision Technology Co., Ltd All rights reserved.
Privacy Policy Cookie Policy Terms and Conditions




