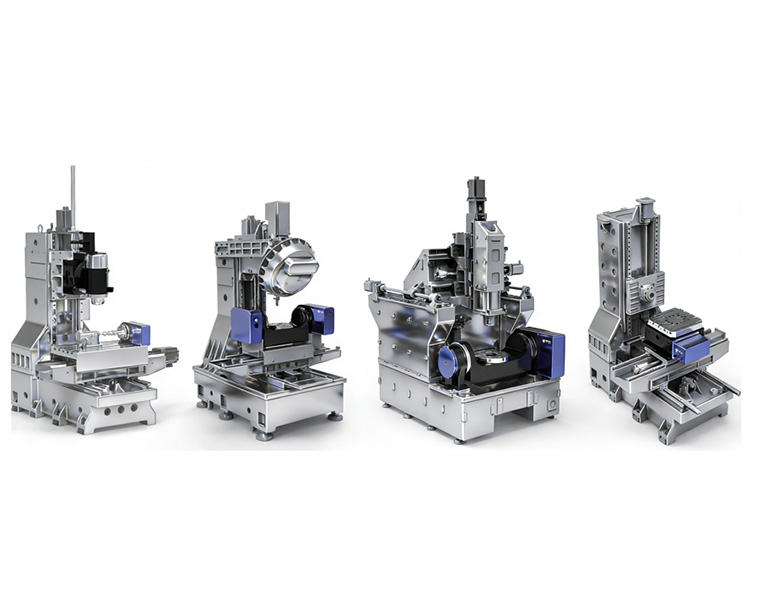
| Core Advantages & Features | Dual rotary axes integrated into the spindle head; direct control of tool posture. The worktable only performs linear motion, no tilting/rotation. Excellent tool axis flexibility, no shaking. Heat deformation has minimal impact on workpieces. | Non-vertical spindle + rotary table. Tool posture control is limited; the spindle head has high rigidity and chip removal. Non-vertical axes enable complex special-shaped machining. | Dual rotary axes integrated into the worktable; fixed spindle. High rigidity, large bearing capacity, small thermal deformation, high precision stability, suitable for heavy-load cutting. | Dual rotary axes integrated into the worktable; spindle is vertically fixed. Worktable tilting + rotation. One-time five-sided machining; excellent rigidity and chip removal, low deformation. | Swivel head (tool side) + rotary table (workpiece side) dual-axis rotation. Balances flexibility and stability; high rigidity and chip removal. Can achieve five-axis machining at a cost close to three-axis. | Simple structure, low operation threshold, easy to use. Low procurement/maintenance costs. Suitable for simple flat/hole processing; complex parts require multiple setups, low efficiency. |
| Clamping Times | 1 time (one-time completion of all processes, including multi-surface/curved surface/hole/undercut) | 1 time (non-vertical axes realize complex shapes; one-time completion of all processes) | 1 time (one-time clamping for multi-surface/lightening holes; no blind spots) | 1 time (one-time completion of five-sided/curved surface machining; no secondary clamping) | 1 time (one-time completion of multi-surface/curved surface machining; fewer clamping times) | 3-6 times (multi-surface/curved surface/hole machining requires multiple setups; large cumulative errors) |
| Surface Quality | Excellent (tool axis always aligned, no tool marks. Ra 0.05~0.4μm; mirror finish possible) | Excellent (non-vertical axes optimize tool path; continuous curved surfaces without steps. Ra 0.1~0.8μm) | Good (only spindle correction; poor surface fitting. Ra 0.4~1.6μm; manual polishing required) | Excellent (tool path optimized by tilting axis. Ra 0.2~0.8μm; minimal tool marks) | Good (tool axis aligned; surface quality close to five-axis. Ra 0.1~0.8μm) | Poor (vertical cutting generates feed lines/overcuts. Ra 1.6~6.3μm; requires large polishing) |
| Deep Cavity Machining Capability | Excellent (tool can enter at any angle; no dead angles for deep cavities/undercuts/closed structures) | Excellent (non-vertical head can enter from special angles; suitable for ultra-deep cavities/special-shaped deep cavities) | Medium (spindle fixed; deep cavity machining limited by tool length; prone to interference) | Medium-low (worktable tilting optimizes deep cavity cutting posture; reduces tool extension) | Good (can tilt at any angle; deep cavity undercut capability is better than dual rotary table) | Poor (cannot machine undercuts in vertical cutting; long extensions required for deep cavities; prone to tool shaking) |
| Rotational Machining Accuracy | Excellent (C-axis 360° rotation, roundness error ≤0.003mm; full closed-loop control) | Excellent (non-vertical axis system compensation, roundness error ≤0.005mm) | Good (worktable C-axis rotation, roundness error ≤0.002mm; rigid support) | Good (swing-type C-axis rotation, roundness error ≤0.003mm; small thermal deformation) | Good (workpiece C-axis rotation, roundness error ≤0.003mm; stable accuracy) | Poor (multiple clamping errors accumulate; roundness error ≤0.01mm, poor consistency) |
| Hole Machining Capability | Excellent (holes at any angle/deep holes/multi-holes completed in one clamping; position accuracy ±0.005mm) | Excellent (non-vertical spindle system adapts to angled holes at any angle; position accuracy ±0.005mm) | Good (multi-hole machining requires worktable rotation; position accuracy ±0.008mm, prone to hole position deviation) | Good (tilting worktable adapts to angled holes; position accuracy ±0.005mm, reduces hole position deviation) | Excellent (swivel head + rotary table movement; angled holes at any angle, position accuracy ±0.005mm) | Poor (multi-surface/angled holes require multiple clamping; position accuracy ±0.01mm, poor consistency) |
| Groove Machining Capability | Excellent (angled grooves/special-shaped grooves/deep grooves completed in one setup; no tool marks) | Excellent (non-vertical spindle system adapts to special-shaped/angled grooves; flexible machining) | Good (multi-surface grooving requires worktable rotation; deep grooves limited by tool length) | Good (tilting worktable optimizes grooving posture; reduces tool shaking) | Excellent (swivel head + rotary table movement; flexible grooving at any angle; no tool marks) | Poor (only vertical grooves can be processed; special-shaped/angled grooves cannot be machined; require multiple setups) |
| Undercut / Backdraft Machining Capability | Excellent (tool can enter at any angle; no dead angles for undercuts/closed structures; one-time forming) | Excellent (non-vertical head can enter from special angles; suitable for ultra-deep undercuts) | Poor (spindle fixed; undercut machining limited by tool length; prone to interference) | Medium (worktable tilting optimizes undercut posture; reduces tool extension) | Good (can tilt at any angle; undercut capability is better than dual rotary table/swing type) | Very Poor (undercuts cannot be machined in vertical cutting; requires disassembly/secondary clamping, no forming) |
| Tool Versatility Comparison | Compatible with all tool types: ball-end mills (curved surfaces), end mills (side cutting), drills (deep holes), special-shaped cutters. Can optimize tool posture to extend tool life by 30%+ | Compatible with all tool types, especially custom forming tools/long tools. Non-vertical posture reduces tool shaking and improves rigidity | Only compatible with conventional tools (end mills, drills). Deep cavity/undercut machining requires long tools; limited tool life | Compatible with conventional tools. Tilting posture optimizes cutting, reduces tool shaking and wear | Compatible with all tool types; balances flexibility and stability; extends tool life | Only compatible with conventional vertical cutting tools; cannot adapt to angled/special-shaped cutting; limited tool life |
| Machining Efficiency | High (reduced clamping/tool changes; complex curved surfaces formed in one pass. Efficiency 50%-80% higher than 3-axis) | High (non-vertical spindle system reduces auxiliary time. Efficiency 40%-70% higher than 3-axis) | Medium-high (fewer setups; large-volume roughing improves efficiency. Overall efficiency increased by 30%-50%) | Medium-high (fewer setups, reduced shaking. Efficiency increased by 30%-60%) | High (reduced clamping, surface quality and efficiency improved. Efficiency increased by 40%-70%) | Low (multiple setups/facing changes; long auxiliary time. Low efficiency for complex parts) |
| Machining Accuracy Comparison | Positioning accuracy ±0.005-0.01mm/300mm; repeat positioning accuracy ±0.002-0.004mm; A/C axis indexing accuracy ±3"-±8" | Positioning accuracy ±0.005-0.01mm/300mm; repeat positioning accuracy ±0.002-0.003mm; non-vertical axis system compensation indexing accuracy ±5"-±10" | Positioning accuracy ±0.005-0.01mm/300mm; repeat positioning accuracy ±0.002-0.003mm; A/C axis indexing accuracy ±2"-±5" | Positioning accuracy ±0.003-0.008mm/300mm; repeat positioning accuracy ±0.001-0.003mm; A/C axis indexing accuracy ±3"-±8" | Positioning accuracy ±0.005-0.01mm/300mm; repeat positioning accuracy ±0.002-0.004mm; A/C axis indexing accuracy ±2"-±5" | Positioning accuracy ±0.01-0.02mm/300mm; repeat positioning accuracy ±0.005-0.01mm; no rotation indexing accuracy |
| Surface Roughness (Ra) Comparison | Aluminum alloy: 0.05~0.2μm; mold steel: 0.1~0.4μm; titanium alloy: 0.4~0.8μm | Aluminum alloy: 0.1~0.4μm; mold steel: 0.2~0.8μm; titanium alloy: 0.4~1.6μm | Aluminum alloy: 0.4~1.6μm; mold steel: 0.4~1.6μm; titanium alloy: 0.8~3.2μm | Aluminum alloy: 0.2~0.8μm; mold steel: 0.2~0.8μm; titanium alloy: 0.4~1.6μm | Aluminum alloy: 0.1~0.4μm; mold steel: 0.1~0.8μm; titanium alloy: 0.4~1.6μm | Aluminum alloy: 1.6~6.3μm; mold steel: 1.6~6.3μm; titanium alloy: 3.2~12.5μm |
| Workpiece Load Capacity | Medium (≤500kg; limited by head bearings. Suitable for small/medium-sized parts) | Medium (≤800kg; head + rotary table combination. Load capacity higher than head-only) | Large (≤2000kg; worktable bearing. Suitable for large heavy-duty parts) | Medium-large (≤1500kg; swing-type worktable. Suitable for medium/large heavy-duty parts) | Medium (≤800kg; head + rotary table. Suitable for small/medium-sized parts) | Small (≤1000kg; worktable bearing. Suitable for all types of conventional parts) |
| Machine Load Characteristics | High load on the spindle head; light-weight design + cooling compensation. Linear axis load light; suitable for medium load cutting | Dual load on the head + rotary table; rigid balance design. Suitable for medium load cutting | High load on the rotary table; large torque motor + rigid support. Suitable for heavy load cutting | High load on the worktable; heavy-duty bearings + rigid structure. Suitable for medium/heavy load cutting | Dual load on the head + rotary table. Suitable for medium load precision cutting | High load on linear axes; suitable for large parts with heavy cutting, no rotation axis load |
| Procurement Cost (Domestic Reference) | High (Complex spindle head structure, direct/grating scale configuration. ~1.5-3 million RMB) | Medium-high (Custom non-vertical spindle system. ~1.2-2.5 million RMB) | High (High requirements for dual rotary tables, direct drive bearings. ~1.8-3.5 million RMB) | Medium (Swing-type structure. ~1.2-2.8 million RMB) | Medium (Best cost-performance ratio. ~0.8-2 million RMB) | Low (Simple structure. ~0.2-0.8 million RMB) |
| Maintenance Cost (Annual) | High (Spindle head bearings/encoders/cooling system maintenance. ~50,000-150,000 RMB/year) | Medium-high (Custom non-vertical spindle maintenance. ~40,000-120,000 RMB/year) | Medium (Rotary table bearings/seals maintenance. ~30,000-100,000 RMB/year) | Medium (Rotary table maintenance. ~30,000-100,000 RMB/year) | Medium (Head + rotary table maintenance. ~30,000-80,000 RMB/year) | Low (Only linear guide/screw maintenance. ~10,000-30,000 RMB/year) |
| Core Application Scenarios | Ultra-precision curved surfaces, mold cavities, aerospace blades, medical devices, semiconductor precision parts | Complex special-shaped parts, special deep cavities, custom precision parts | Large aerospace structural parts, heavy molds, automotive cover parts, large parts | Small/medium precision molds, medical devices, impellers, consumer electronics parts | Small/medium precision parts, general molds, medical devices, small-batch production | Ordinary parts, planes/simple contours, large-volume standardized parts |