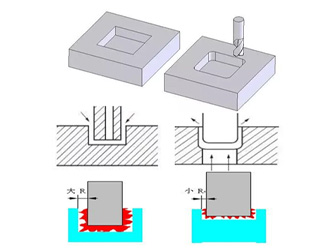
1.Mold Manufacturing
Used for machining complex cavities, profiles, narrow slots, micro holes and other structures in injection molds, die-casting molds, stamping molds, extrusion molds, etc. It meets the high-precision and high-complexity requirements of mold making and is an indispensable processing method in mold manufacturing.
2.Aerospace
Machines key components such as aero-engine blades, combustion chambers, and aircraft structural parts. It is especially suitable for difficult-to-machine materials like titanium alloys and high-temperature alloys, and can accurately process complex shapes and micro-structures to meet the strict requirements for component accuracy and performance in the aerospace field.
3.Electronics & Information
In printed circuit board (PCB) manufacturing, it is used to machine micro vias to ensure dimensional accuracy and surface quality, improving the performance and reliability of circuit boards. In micro-electro-mechanical systems (MEMS), it processes various complex micro-mechanical structures, driving technological innovation in the electronics and information industry.
4.Automotive Manufacturing
Machines injection holes of automotive engine nozzles, automotive molds, irregular holes and grooves of automotive parts, ensuring the injection effect of nozzles and the processing quality of parts, thus improving engine fuel efficiency and power performance.
5.Medical Devices
Used to process surgical instruments, implantable medical devices, etc., meeting the requirements for accuracy, surface quality and biocompatibility. It has unique advantages in processing complex shapes and micro-structures.
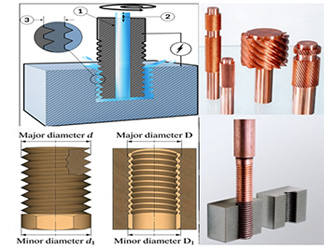
6.Precision Machinery & Instrument Manufacturing
Machines precision mechanical parts such as precision gears, cams, thread ring gauges, templates, as well as micro-components in instruments and meters, satisfying high-precision and high-surface-quality requirements.
7.Special Material Processing
Suitable for processing conductive materials with high hardness, high melting point, high toughness and high brittleness, such as cemented carbide, hardened steel, stainless steel and other materials difficult to machine by traditional mechanical methods, which can be effectively processed by EDM.
8.Surface Strengthening & Marking
Used for surface strengthening treatments such as high-speed quenching, nitriding, carburizing, and special material coating on metal surfaces, as well as engraving characters, printing nameplates and markings.